
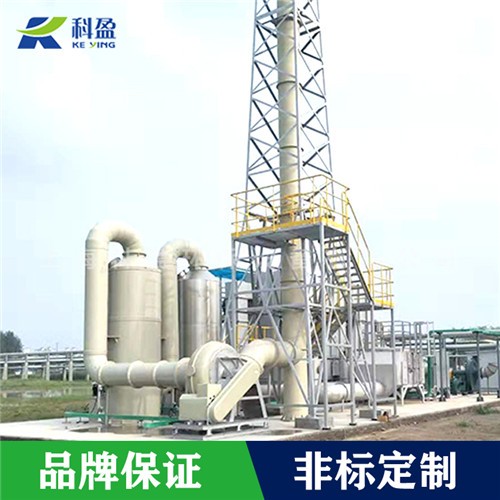
制药行业RTO设备简介
RTO的工作原理是:有机废气首先经过蓄热室预热,然后进入氧化室,加热升温到800℃左右,使废气中的VOCs氧化分解成CO2和H2O;氧化后的高热气体再通过另一个蓄热室热处理,然后烟气排出RTO系统。这个过程不断循环再生,每一个蓄热室都是在输入废气与排出处理过的气体的模式间交替转换。切换时间根据实际情况可以调整。
 制药行业RTO设备优势
制药行业RTO设备优势
1)操作费用低,超低燃料费
2)有机废气浓度在 450PPM 以上时,RTO 装置不需添加辅助燃料
3)净化率高,净化率在99.5%以上
4)不产生 NOX 等二次污染
5)全自动控制、操作简单
6)性高,使用寿命长,维护保养易
7)运行费用低、性价比合理
制药行业RTO设备厂家科盈环保介绍
科盈环保拥有一批高技术、高素质的工程技术人员和现场施工管理人员。基于娴熟的技术、严格的质量体系及优良的售后服务,针对国内工厂企业废气污染的多样性、复杂性的需求,积极开发可靠、经济的有机废气处理设备,为广大用户排忧解难。