
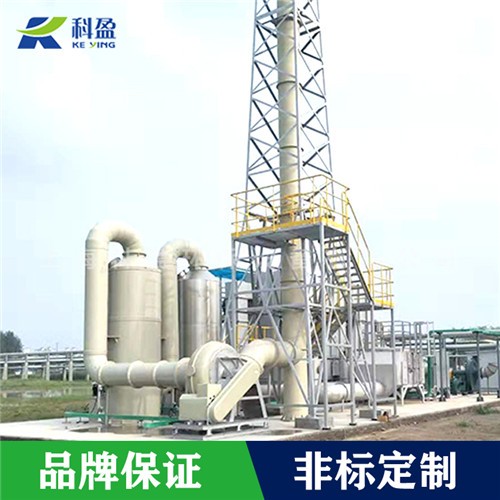
化肥厂废气处理装置原理
蓄热式热力焚烧炉采用天然气直接燃烧有机废气,在750~850℃温度下,将有机分子分解为CO2和H2O,燃烧后的烟气通过蓄热式陶瓷砖将热量积蓄在陶瓷内,预热有机废气,然后再排放,废气的进出方向通过切换阀的自动切换,循环工作,RTO可以充分回收燃烧有机分解热能,使得系统能耗大大的降低。
化肥厂废气处理装置优势
①可选方案多:RTO蓄热燃烧设备可以有两床式、三床式及旋转式等多种可选工艺;
②适用范围广:RTO可处理绝大多数成分的VOCs废气,适应性好;
③去除效率高:三室RTO蓄热燃烧设备的废气净化率可达到99.5%以上,适用不同工况;
④运行更平稳:熄火保护、超温报警及PLC系统等多项设施实现多重实时监测,可实现故障自检排除功能,确保设备运行更;
⑤经济效益高:可按需配置余热装置,实现余热充分分配和利用,使设备的热交换和热回收效率更高,大大节约运行成本。
 化肥厂废气处理装置厂家科盈环保介绍
化肥厂废气处理装置厂家科盈环保介绍
科盈环保是一家集设备引进、制造、安装和技术咨询于一体的高新技术企业,专业提供环保系统解决方案。公司成立于2009年,以治理环境为团队使命,经过十年的不懈努力,现已拥有国内技术团队。公司主要涉及有机废气治理设备工程、RTO蓄热式焚烧炉、RCO催化燃烧装置、除尘器等。
化肥厂废气处理装置厂家,化肥厂废气处理装置哪家好
购买化肥厂废气处理装置,选择科盈环保,值得信赖!