
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线引这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
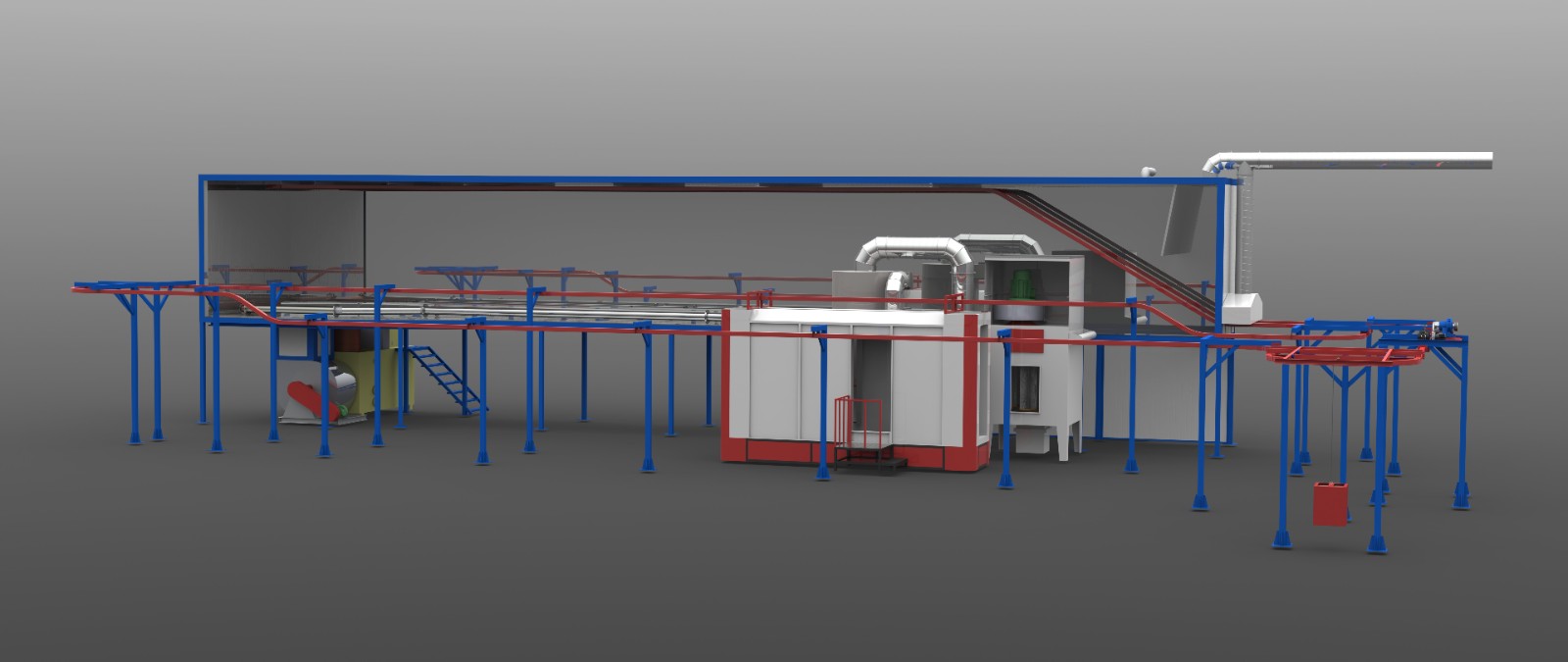
涂装流水线工程应用特点:
涂装流水线设备适用于工件表面的喷漆、喷塑处理,多用于单件或小批量工件的涂装作业,配合悬挂输送机、电轨小车、地面输送机等运送机械形成运输作业。
工程工艺布置:
1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件
2、喷漆线:上输送链——静电除尘——底漆——流平——面漆——流平——烘干(30min、80℃)——冷却——下件
油漆喷涂主要有油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
作为处理前技术来说,初前处理的传统方式为槽浸式,按工艺流程逐槽浸渍。随着工艺的改进和发展,出现了二合一(即除油、除锈)和三合一(即除油、除锈、钝化)工艺。国外及国内的家电行业多采用喷淋式前处理,其特点是生产效率高,操作简便,易于实现生产自动化或半自动化,脱脂效果好,磷化膜致密均匀。但是不管怎么发展,表面处理的前处理工艺都是必须的,针对不同的涂层要求及对抗腐蚀的要求,除油、除锈、磷化等处理方法要视工件原材料的状况来选择。当然,在前处理工艺中,喷砂、抛丸或打磨工艺也在不同行业的不同部门按需要选择应用。时代的发展,表面处理工艺在发展,就水洗来说初一般使用自来水,但是随着工艺要求及发展,水洗已采用蒸馏水或纯净水;前处理也有采用超声波的处理工艺。
涂装生产是一项自动化程度较高的生产,一件成品的产生,从上件开始,经过脱油、磷化、清洗、烘干、喷粉、固化等一系列工序,直到下件,是一个系统而连贯的过程,工件在生产线上以一种均匀的速度运行,而且中间不允许出现停顿点,这便是涂装生产线的较基本的生产特点。正是由于涂装生产具有上述基本特点,使得涂装生产的生产能力对生产线体本身的依赖性比较大。一条涂装生产线自设计方案确定之时,尤其是生产线体的运行链速一旦确定,其较大的生产能力基本上便已经确定。因为,涂装生产的运行链速确定之后,其生产线上各个处理过程的有效处理时间及相关工艺要求范围也必须随之定下来,而此范围的调整余地一般不会太大。